


Laboratorios Maverick automatisiert sein Lager für Deliplus-Produkte
Höchste Lagerkapazität für Deliplus-Produkte von Mercadona
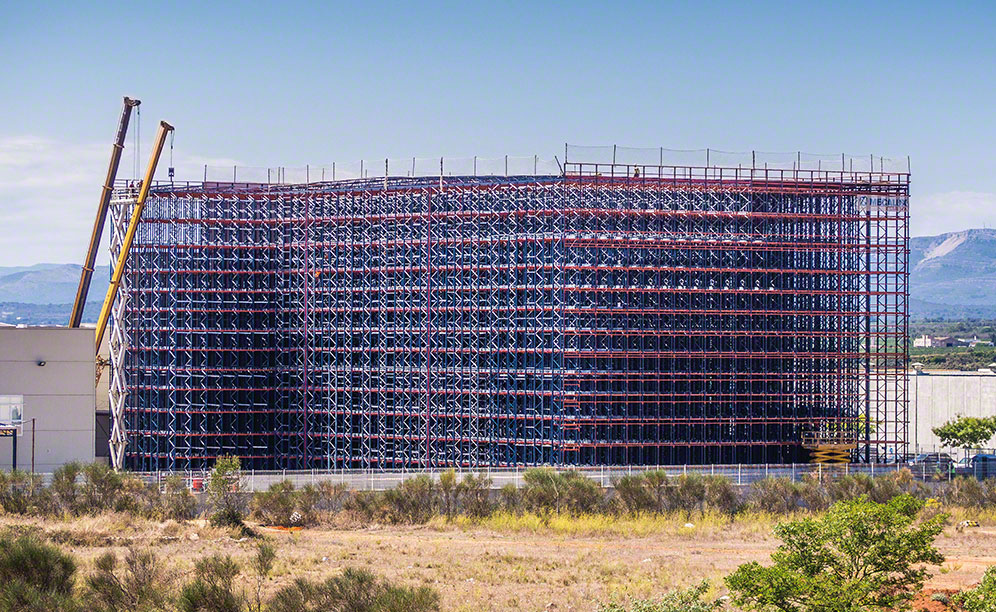
Das automatisierte Hochregallager in Silobauweise von Laboratorios Maverick verfügt über eine vollautomatisierte Funktionsweise. Dadurch konnte die Bearbeitungs- und Lieferzeit der Bestellungen um mehr als die Hälfte verringert und so das Ladevolumen der einzelnen LKWs optimiert werden. In dem Lager, das sich neben der Fabrik des Unternehmens in Tarragona befindet, werden die neuste Technologie sowie die implementierte Lagerverwaltungssoftware (LVS) Easy WMS von Mecalux verwendet.


Laboratorios Maverick (Gruppe Ubesol)
Laboratorios Maverick wurde 1991 gegründet und ist auf die Entwicklung und Herstellung von Produkten für die persönliche Hygiene und Pflege spezialisiert.
Seit 1995 beliefert das Unternehmen Mercadona und stellt eine Vielzahl von umweltverträglich Produkten her. Dabei sind folgende hervorzuheben: Duschgel, Deos, Handseifen, Produkte für Enthaarung, Rasur, Intimhygiene, sowie Haar- und Babypflege. Das Unternehmen verfügt über zwei große Produktionszentren, eines in San Fernando de Henares (Madrid) und das andere in Ulldecona (Tarragona).
Kombinierte Lösungen
Obwohl sich das Zentrum von Laboratorios Maverick durch das große automatisierte Hochregallager in Silobauweise auszeichnet, wurden auch andere Lagerlösungen installiert, die für die korrekte Funktionsweise des gesamten Logistikprozesses ebenso wichtig sind.
- Automatisiertes Hochregallager in Silobauweise für Endprodukte.
- Konventionelle Palettenregale für Rohstoffe und leicht entzündliche Produkte.
- Durchlaufregale mit Regalbediengerät für vorbereitete Bestellungen.
- Sequenzpuffer für Paletten, die automatisch erneut umgesetzt werden müssen, um das Fassungsvermögen des Förderers zu optimieren.
Gleichzeitig wurden Fördersysteme geliefert (Förderbänder, Hubvorrichtungen, Shuttles usw.) und die LVS Easy WMS von Mecalux wurde implementiert. „Das Logistikzentrum ist mit einem EDV-System ausgestattet, das 24 Stunden am Tag und 365 Tage im Jahr aktiv ist“ erklärt Hugo Marante, Koordinator der Betriebsabteilung von Laboratorios Maverick. „Die Kommunikation erfolgt über ein komplexes Glasfasernetz mit hoher Übertragungsgeschwindigkeit, und es sind Infrastrukturen vorhanden, die das Risiko eines Stillstandes minimieren“ fügt er hinzu.
Automatisches Hochregallager in Silobauweise
Dort wird das Endprodukt gelagert. Aufgrund seiner selbsttragenden Konstruktion hat das Lager eine große Aufnahmekapazität, ohne dabei in Bezug auf den Warenfluss an Zugänglichkeit und Flexibilität zu verlieren. Es wurden Einfahrregale gewählt, da der Kunde Mercadona zwar mit wenigen Artikelarten, aber mit einer hohen Anzahl von Paletten für jede Artikelart arbeitet.
Zu den palettisierten Waren gehören Flaschen mit Gels, Shampoos und Cremes, die gemäß dem Rotationskriterium A, B und C gelagert werden
Das Lager hat eine Fläche von 3878 m2. Dazu kommen die 33.000 m2 der Fabrik von Laboratorios Maverick. Das Lager besteht aus Regalen, die 26,50 m hoch sind und die über 14 Ladungsebenen verfügen.
Im Inneren des Lagers wurden drei Gänge mit einer Länge von 70 m eingerichtet, durch die ein Zweimast-Regalbediengerät MT3 fährt. Jedes Regalbediengerät kann pro Stunde bis zu 24 kombinierte simultane Zyklen ausführen und verfügt über ein Shuttle, das die Palette bis zu der freien Position im Gang transportiert, die von der Lagerverwaltungssoftware Easy WMS angegeben wird.
Mit den Worten von Hugo Marante: „Um die Transaktionen des automatisierten Lagers zu optimieren, wurden die Verwaltungssysteme aller Prozesse (Herstellung, Qualität, Lagerung und Versand) in einer einzigen Plattform integriert“.
Konventionelle Palettenregale: Rohstoffe und leicht entflammbare Produkte
In den konventionellen Palettenregalen, die sich neben dem automatisierten Lager befinden, werden die Rohstoffe gelagert, die zur Produktherstellung erforderlich sind, sowie Verpackungen und Hilfsmaterial.
In einem anderen Bereich im Innenraum des Werks werden die Paletten gelagert, die leicht entflammbare Produkte enthalten, wie beispielsweise Sprays für Deodorants oder Haarsprays. Laboratorios Maverick erfüllt die spezifischen Vorschriften, durch die sichergestellt wird, dass der Arbeitsbereich sowie die Fördereinrichtungen so gestaltet, verwendet und erhalten werden, dass dabei alle Sicherheitsbestimmungen für entflammbare Produkte eingehalten werden.
Insgesamt wurden 45 Blöcke mit konventionellen Palettenregalen mit einer Höhe von 8 m und vier Ladungsebenen installiert.
Sequenzpuffer zur Umsetzung von Paletten
Der Sequenzpuffer ist mit dem automatisierten Lager verbunden und befindet sich zwischen den konventionellen Palettenregalen und den Durchlaufregalen für vorbereitete Bestellungen. Er besteht aus einem Kreislauf von Förderbändern und dient der Lagerung von Paletten, die neu umgesetzt werden müssen.
Der Sequenzpuffer erhält auch Paletten aus dem Bereich für die Aufbewahrung chemischer Produkte, damit diese Paletten während der Vorbereitung der Bestellungen wieder umgesetzt werden.
Durchlaufregale mit Regalbediengerät für vorbereitete Bestellungen
In den Durchlaufregalen werden fertige und versandbereite Bestellungen gelagert. Dank der drei Ladungsebenen können die Durchlaufregale pro Stunde bis zu 88 Paletten empfangen, die entweder vom Sequenzpuffer (am Regaleingang neu umgesetzt) oder aus dem automatisierten Lager kommen.
Ein leistungsstarkes Einmast-Regalbediengerät mit einem eingebauten Rollenförderer ordnet die Paletten in Durchlaufkanälen mit einer Neigung von 4 % an, was die Bewegung der Paletten durch Ausnutzung der Schwerkraft vom höchsten bis zum tiefsten Punkt erleichtert.
Die Durchlaufregale sorgen für eine perfekte Rotation der Produkte dank des FIFO-Prinzips die erst Palette, die in den Kanal eingeführt wird, ist auch die erste Palette, die wieder entnommen wird).
Die Seite, auf der die Paletten aus den Durchlaufregalen entnommen werden, fällt mit dem Versandbereich zusammen. Auf diese Weise können die Lkw ohne Zwischenladung direkt von den Regalen aus beladen werden.
Die LVS Easy WMS kombiniert Paletten, die direkt aus dem automatisierten Lager kommen, mit Paletten aus dem Sequenzpuffer, um die Bestellungen zusammenzustellen und so das Transportvolumen zu optimieren. Die Bündelung und Sequenzierung der Ware für deren Versand je nach Route, Fahrzeug, Kunde, Reihenfolge der Lieferungen oder sonstigen Variablen ermöglichen eine Reduzierung der Versandzeiten.
Hugo Marante - Koordinator der Betriebsabteilung von Laboratorios Maverick
„Mit diesem neuen Lager haben wir die Lagerarbeiten automatisiert und die für die Vorbereitung und den Vertrieb der einzelnen Bestellungen aufgewendete Zeit reduziert, was für unser Unternehmen eine größere logistische Effizienz bedeutet.“
Vorteile für Laboratorios Maverick
- Lagerkapazität auf geringem Raum: Das automatisierte Lager bietet die größtmögliche Lagerkapazität auf einer Fläche von nur 3800 m2.
- Bestellungen in 30 Minuten: Die Automatisierung des Logistikprozesses ermöglicht es Laboratorios Maverick, eine Bestellung in nur einer halben Stunde vorzubereiten und so eine Zeitersparnis von mehr als der Hälfte zu erreichen.
- Effiziente Steuerung: Die LVS Easy WMS steuert und kontrolliert alle im Lager ablaufenden Vorgänge, wobei Logistikkosten reduziert, Fehler minimiert und die Effizienz und Produktivität bei der Vorbereitung der Bestellungen verbessert werden. Dabei wird stets das Ladevolumen aller Lkws optimiert.
| Automatisiertes Lager von Laboratorios Maverick | |
|---|---|
| Abmessungen der Paletten: | 800 x 1,200 mm |
| Höchstgewicht der Paletten: | 1,000 kg |
| Regalhöhe: | 26.5 m |
| Länge der Gänge: | 70 m |
| Lagerebenen: | 14 |
| Anzahl der Regalbediengeräte: | 3 |
Galerie





Produkte in diesem Projekt





Fragen Sie einen Experten