

Die Reduzierung von Bewegungen ist ein guter Ansatz, um die Effizienz der Bediener zu verbessern. Um noch einen Schritt weiter zu gehen und Papierbelege zu vermeiden, können Pick-to-Light-Geräte eingesetzt werden.

Beispiel eines Pick-to-Light-Systems in einem pharmazeutischen Labor.
Wie funktioniert ein Pick-by-Light-System?
An der Vorderseite jedes Kanals eines dynamischen Regalsystems wird eine numerische Fachanzeige mit Tasten (Display) installiert, die vom Lagerverwaltungssystem (LVS) gesteuert wird. Mit dem Start eines Kommissionierauftrages schaltet diese Software das weithin sichtbare Display und die Mengenanzeige der zu pickenden Artikel ein. Sie zeigt damit dem Bediener an, welche Anzahl an Artikeln aus welchem Regalfach entnommen werden muss.
Der Bediener scannt dann den Empfangsort der Ware (z. B. das Fach in einem Kommissionierwagen, eine Einschublade oder direkt das Paket des Auftrags) und drückt nach der Entnahme der geforderten Einheiten die Quittiertaste der Fachanzeige. Dem LVS wird so in Echtzeit die Bestandsveränderung gemeldet und das Licht sowie die Mengenanzeige erlöschen. Bei der Vorbereitung eines neuen Auftrags werden die Positionen, aus denen das Produkt entnommen werden soll, automatisch eingeschaltet.
Die zwei großen Vorteile dieser Kommissionierart sind die Flexibilität und die deutliche Reduzierung von Fehlern, die bei der Zusammenstellung von Aufträgen unterlaufen können.
Pick-by-Light-Geräte können vielseitig eingesetzt werden, beispielsweise:
- um mehrere Aufträge gleichzeitig vorzubereiten, wobei ein oder mehrere Bediener die Aufgaben zur selben Zeit ausführen (es besteht die Möglichkeit, jedem Benutzer eine andere Blickfangleuchte zuzuordnen). Denn je mehr Bediener parallel arbeiten, desto effizienter wird das System genutzt.
- beim Kommissionieren nach Zonen (Zone Picking), da jedem Bediener eine bestimmte Umgebung zugeordnet ist, wodurch unnötige Wege vermieden und die Anzahl der zu installierenden Geräte begrenzt werden.
- in Verbindung mit automatischen Systemen wie Miniload oder Rollenbahnen, die den Transport von Kisten bzw. Behältern beschleunigen.
- als Ergänzung zum Pick-to-Cart, entweder weil der Bediener die Referenzen in den Kommissionierwagen legt oder weil dort diese Art von Leuchtsystem integriert ist.
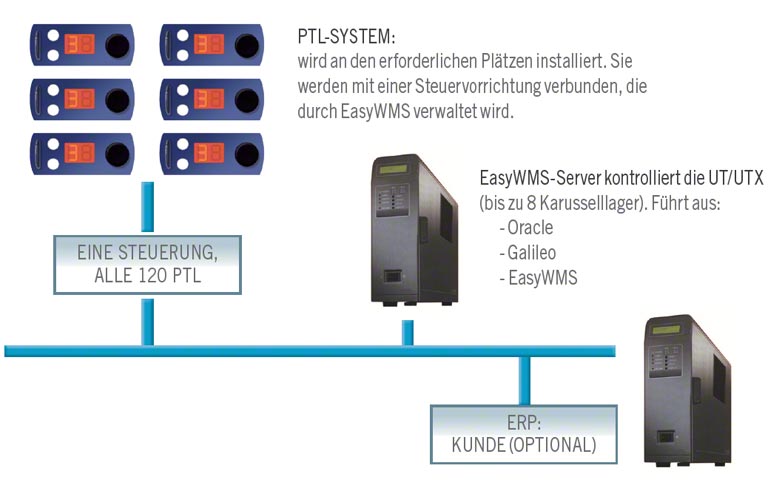
Das Diagramm zeigt die Verbindung zwischen den verschiedenen Systemen und dem Pick-to-Light
Unterschiede zwischen Pick-by-Light und Put-to-Light
Sowohl das Pick-to-Light- als auch das Put-to-Light-System sind Kommissionierverfahren, die auf der Verwendung von Lichtsignalen und der Anbindung an die Lagerverwaltungssoftware basieren. Tatsächlich können physische Geräte so konfiguriert werden, dass sie als Pick-by-Light- oder Put-to-Light-Geräte betrieben werden können. Die beiden Modalitäten unterscheiden sich jedoch in der Reihenfolge der Arbeitsabläufe:
- Pick-by-Light-System:
Die Blickfangleuchte markiert, welche Artikel in welcher Menge aus dem Regal genommen werden müssen. Sobald der Bediener sie entnimmt und in den entsprechenden Behälter legt, erlischt das Licht. Im Allgemeinen wird das Paket über ein Behälterfördersystem transportiert, das sich im Mittelgang oder am Boden des Kommissionierregals selbst befindet.
Ein Beispiel, bei dem Pick-by-Light einsetzt wird, ist das Lager von AS Healthcare (Arvato Bertelsman), das von Mecalux entworfen wurde.

- Put-to-Light-System:
Put-to-Light ist die Umkehrung des Pick-by-Light-Prinzips. Hierbei ist anstelle eines Entnahmefaches ein Zielfach mit einem Display ausgestattet, das die Anzahl der Referenzen anzeigt, die in dem jeweiligen Behälter oder Regalfach abgelegt werden müssen.
Nach der Ablage des Artikels betätigt der Mitarbeiter die Quittiertaste der Fachanzeige. Die Blickfangleuchte erlischt und die Informationen werden in Echtzeit an das Lagerverwaltungssystem übermittelt. Es ist daher auch ein sehr nützliches System für die Nachschubphase.
Put-to-Light kann auch mit dem Einsatz von Förderern und anderen automatischen Systemen wie Miniload oder Regalbediengeräten für Behälter kombiniert werden. In diesem Fall führt das Regalbediengerät die Kommissionierung durch. Sobald die Referenzen entnommen sind, organisieren die Bediener diese in Paketen für den späteren Versand.

Wann ist der Einsatz von Pick-by-Light im Lager sinnvoll?
Pick-by-Light ist geeignet für:
- Anlagen mit einer sehr hohen Kommissionierlast, die sich auf einen bestimmten Bereich konzentrieren und in ihren Dimensionen begrenzt sind, so dass die Kosten für die Installation der Geräte nicht in die Höhe schnellen.
- Waren, die einen mittleren bis hohen Umschlag aufweisen und eine sehr schnelle Lieferung erfordern.
- kleine Produkte, die leicht manuell zu handhaben sind. Wir sprechen hier von Paketen, Fächern oder Behältern, da die meisten dieser Produkte in Kartons verpackt sind.
- Lager, die bereits ein Lagerverwaltungssystem einsetzen. Diese Software steuert die Signalbeleuchtung, zeigt die Informationen auf den in den Regalen integrierten Geräten an und ist in der Lage, den Bestand zu verwalten und die Datenbank in Echtzeit zu aktualisieren.
Vorteile des Pick-by-Light
Die Implementierung eines Pick-by-Light-Systems:
- bietet eine große Flexibilität für den Lagerbetrieb, da die Anzahl der Bedienerbewegungen reduziert wird und keine Zeit mehr verloren geht für das Lesen, Schreiben und Prüfen von Belegen. Das heißt, es können mehr Aufträge vorbereitet und die Produktivität pro Mitarbeiter gesteigert werden.
- reduziert im erheblichen Maße Fehler bei der Vorbereitung von Bestellungen (mehr als 99,5% korrekte Bestellungen), da die Überprüfung sofort in Echtzeit erfolgt.
- erfordert eine extrem kurze Anlernzeit, was die Einarbeitung neuer Mitarbeiter enorm erleichtert und eine hohe Flexibilität in der Personalplanung bietet.
- Der Pick-to-Light-Betrieb ermöglicht die Aktualisierung von Bestandsinformationen in Echtzeit, indem er Lagerbewegungen an das LVS übermittelt und in der Datenbank erfasst.
- Es ist eine fortschrittliche Technologie, die zunehmend größere Möglichkeiten hinsichtlich des Designs der Geräte und der Art der angezeigten Informationen bietet und damit eine individuelle Anpassung erlaubt.

Pick-by-Light im Vergleich zu anderen Technologien
Pick-by-Light ist eine der etabliertesten Technologien, ebenso wie das Pick-by-Voice. Obwohl die Systeme in Betrieb und Hardware unterschiedlich sind, zielen sowohl die Sprachkommissionierung als auch die Kommissionierung mit Lichtsignalen darauf ab, die Kommissionierraten zu erhöhen, Fehler zu reduzieren und die Gesamteffizienz des Prozesses zu verbessern. Sie stellen eine Weiterentwicklung der Funkkommissionierung dar, die operativ einer Kommissionierung mittels Pickliste (ersetzt durch einen Bildschirm/Display) sehr ähnlich ist.
Bei der Entscheidung zwischen den einzelnen Verfahren ist es jedoch immer ratsam, die Umgebungsbedingungen zu berücksichtigen, in dem sie eingesetzt werden sollen: die Eigenschaften des Lagers und die Besonderheiten der Warenströme.
Eine Gegenüberstellung beider Methoden:
| Pick-by-Light | Pick-by-Voice | |
| Anzahl der SKU | Die Geräte werden in den Regalen installiert und sind damit für eine hohe Anzahl von SKU in einem bestimmten Bereich und für begrenzte Abmessungen ausgelegt. | Dieses System ist in großen Lagern mit großen Beständen effektiver, da es eine größere Mobilität der Bediener ermöglicht. |
| Flexibilität | Bessere Ergebnisse werden erzielt, wenn die Gestaltung der Kommissionierbereiche nicht verändert wird, da das Gerät im Regal installiert ist. | Erlaubt Standortänderungen und Re-Designs der Kommissionierung, da die Bediener das Gerät mit sich führen (es ist nicht in den Regalen fixiert). |
| Kosten | Sie sind proportional zur Größe der auszustattenden Zone, da die Displays feste Elemente in den Regalen sind. | Sie sind proportional zur Anzahl der Bediener, da jeder über sein eigenes Gerät verfügt. |
| Produktivität | Ermöglicht eine Quote von 350 Auftragslinien pro Stunde (und mehr), da der Bediener mit dem Licht die Bewegungen voraussehen kann. | Im Allgemeinen weniger als 300 Auftragslinien pro Stunde. |
| Genauigkeit der Kommissionierung | Erreicht beinahe eine 100%ige Genauigkeit dank Optimierung der Pick-to-Light-Geräte. | Fast 100%ige Genauigkeit durch verbale Überprüfungen. |
| Fortschritt der Technologie | Hochentwickelte Technologie, die sich in seit den 80er Jahren immer weiterentwickelt hat. | Bewährte Technologie, die mit einer Software zur Spracherkennung und zur Unterdrückung der Umgebungsgeräusche erheblich verbessert wurde. |
Pick-by-Light ist eine effiziente Kommissioniermethode, die fehlerfreie und pünktliche Lieferungen gewährleistet und so hilft, zwei der wichtigsten Probleme von Lagermanagern zu lösen. Die Kombination mit dynamischen Kommissionierregalen macht diese Lösung zu einer der leistungsfähigsten für kleine Produktlager mit vielen Einheiten pro Referenz und hohem Umschlag.